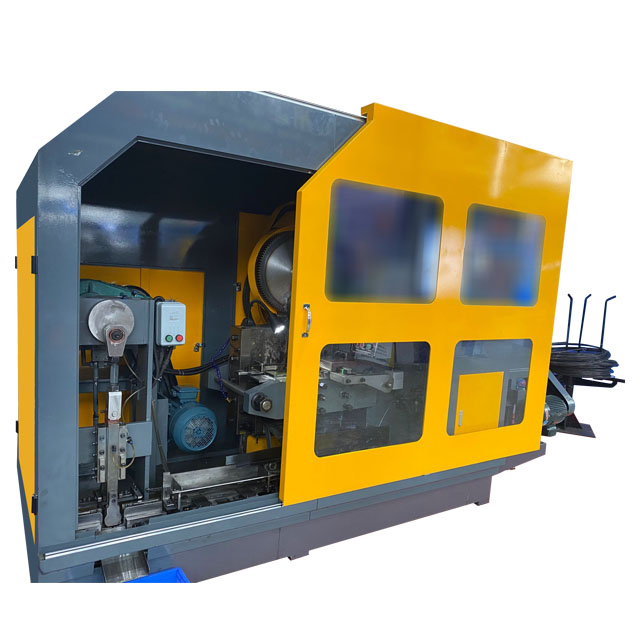




7-stanowiskowa maszyna do formowania śrub Ronen® do kucia na zimno realizuje cały proces produkcji śrub na jednej linii produkcyjnej: podawanie drutu, spęczanie, formowanie łba, przycinanie i wstępne gwintowanie, w sumie z siedmioma stacjami. Nie ma potrzeby przenoszenia surowców pomiędzy maszynami.
7-stanowiskowa maszyna do formowania śrub na zimno przekształca drut metalowy w wysoce precyzyjne półfabrykaty śrub w siedmiu kolejnych procesach wytłaczania na zimno. Może obsługiwać druty o różnych średnicach i wytwarzać śruby spełniające wysokie wymagania dotyczące precyzji i wytrzymałości.
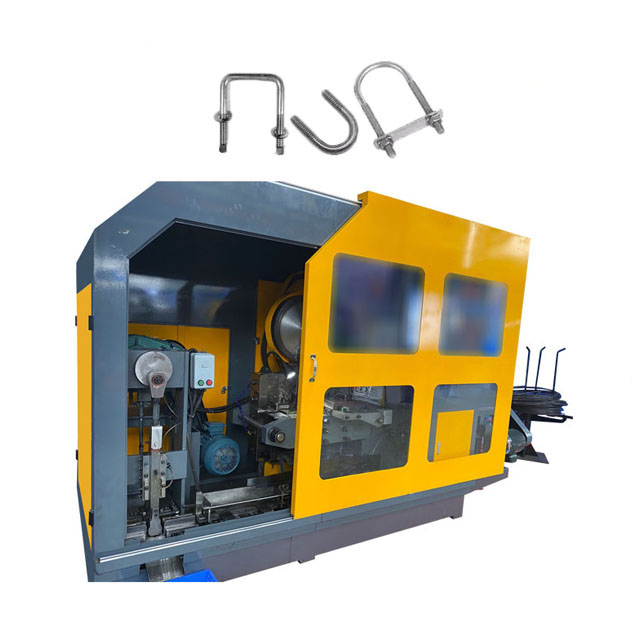
7-stanowiskowa maszyna do formowania śrub na zimno to wyrafinowana maszyna do kucia na zimno, specjalnie zaprojektowana do produkcji śrub o skomplikowanych łbach lub większych rozmiarach. Na pojedynczym kęsie drutu przechodzi siedem kolejnych procesów kucia. Ten wieloetapowy proces umożliwia znaczne przemieszczenie metalu i pozwala na tworzenie skomplikowanych elementów, takich jak głębokie rowki prowadzące lub rowki pod łbem.
Siedem stacji maszyny do formowania prętów ma różne funkcje: Stacja 1 służy do podawania i cięcia; Stacja 2 służy do wstępnego formowania kształtu głowy; Stanowisko 3 służy do wstępnego kucia łba; Stacja 4 służy do precyzyjnego kształtowania głowy; Stacja 5 służy do formowania stopnia części pręta; Stacja 6 służy do kształtowania części pręta; a Stacja 7 służy do końcowego wykończenia. Cały proces przebiega automatycznie.
7-stanowiskowa maszyna do formowania śrub na zimno wymaga bardzo precyzyjnego systemu podawania i cięcia drutu. Drut musi być całkowicie wyprostowany, zanim będzie można go pociąć na półfabrykaty o precyzyjnej długości. Stała objętość półfabrykatu ma kluczowe znaczenie, ponieważ materiał będzie rozprowadzany przez wiele etapów formowania, aby uzyskać ostateczny kształt główki pozbawiony defektów.
| Model | Jednostka | RNBG-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Stacja kucia | NIE. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Siła kucia | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Maksymalna średnica odcięcia | mm | ø8 | ø10 | ø10 |
ø12 |
ø12 |
ø15 |
ø15 |
ø15 |
| Maksymalna długość odcięcia | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Szybkość wyjściowa | szt./min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| Udar P.K.O | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| Udar K.O | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Główny skok siłownika | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Główna moc silnika | kW | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Ogólne wymiary odciętej matrycy | mm | ø30x45L |
ø35x50L |
ø35x50L |
ø45x59L |
ø45x59L |
ø63x69L |
ø63x69L |
ø63x69L |
| Ogólne wymiary stempla | mm | ø40x90L |
ø45x90L |
ø45x125L |
ø53x115L |
ø53x115L |
ø60x130L |
ø60x130L |
ø60x229L |
| Ogólne wymiary głównej matrycy | mm | ø50x85L |
ø60x85L |
ø60x130L |
ø75x135L |
ø75x185L |
ø86x135L |
ø86x190L |
ø86x305L |
| Umrzeć smoła | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Waga ok | Tona | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Odpowiednia średnica śruby | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 |
8-12,7 |
8-12,7 |
| Długość trzpienia półfabrykatu | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Ogólnie przyciemnia się | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Główną zaletą 7-stanowiskowej maszyny do formowania śrub na zimno jest „wielostanowiskowa obróbka krok po kroku”, która umożliwia produkcję złożonych śrub konstrukcyjnych z niezwykle dużą precyzją. Siedem stanowisk roboczych stopniowo kształtuje i udoskonala, dbając o to, aby każdy szczegół był odpowiednio ułożony. Współśrodkowość pomiędzy główką a trzonkiem jest wyjątkowo dobra.