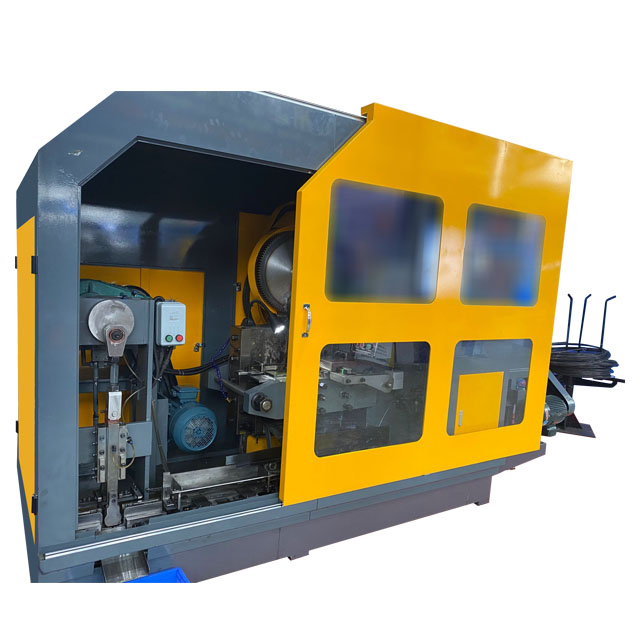




3-stanowiskowa maszyna do formowania śrub Ronen® do kucia na zimno jest niezbędnym narzędziem dla dostawców, umożliwiającym zakończenie formowania śruby w trzech etapach kucia na zimno: spęczanie półwyrobu, kształtowanie łba i przycinanie nadmiaru. Wystarczy załadować drut stalowy, ustawić stację, a maszyna zacznie działać automatycznie.
3-stanowiskowa maszyna do formowania śrub na zimno wykorzystuje metodę wytłaczania na zimno do stopniowego przekształcania drutu metalowego w półfabrykaty śrub na trzech różnych stacjach. Trzy stanowiska miały jasno określone obowiązki, a produktem końcowym był półfabrykat śruby z kompletnym łbem.
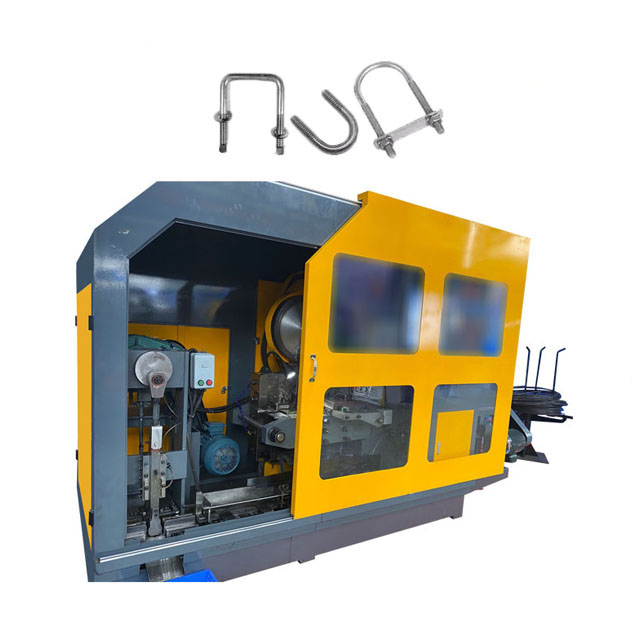
3-stanowiskowa maszyna do formowania śrub na zimno to wielostanowiskowa maszyna do kucia na zimno, która formuje łby śrub w trzech kolejnych procesach. Pocięte półfabrykaty drutu są transportowane do trzech różnych form. Na każdym stanowisku stempel uderza w półfabrykat, stopniowo kując metal i ostatecznie tworząc kompletny łeb śruby. W porównaniu z maszynami z mniejszą liczbą stacji może to powodować bardziej złożone geometrie łbów śrub.
Najpierw poprowadź drut z cewki do 3-stanowiskowej maszyny do formowania śrub na zimno. Drut przechodzi przez urządzenie prostujące, aby upewnić się, że jest całkowicie prosty. Następnie jest cięty na półfabrykaty o określonej długości za pomocą nożyc. Konsystencja półfabrykatów ma ogromne znaczenie, ponieważ może zapewnić dokładną ilość metalu wymaganą w trzech etapach formowania.
Na pierwszym stanowisku Maszyny wycięte półfabrykaty dociskane są przez stempel. Tutaj rozpoczyna się początkowy proces spęczania, podczas którego metal gromadzi się na jednym końcu półwyrobu, tworząc podstawowy, szorstki, wstępnie uformowany kształt. Etap ten przygotowuje do dokładniejszego kształtowania na kolejnych stanowiskach.
| Model | Jednostka | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Stacja kucia | NIE. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Siła kucia | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Maksymalna średnica odcięcia | mm | ø8 | ø10 | ø10 |
ø12 |
ø12 |
ø15 |
ø15 |
ø15 |
| Maksymalna długość odcięcia | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Szybkość wyjściowa | szt./min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| Udar P.K.P | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| Udar K.O | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Główny skok siłownika | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Główna moc silnika | kW | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Ogólne wymiary odciętej matrycy | mm | ø30x45L | ø35x50L |
ø35x50L |
ø45x59L |
ø45x59L |
ø63x69L |
ø63x69L |
ø63x69L |
| Ogólne wymiary stempla | mm | ø40x90L |
ø45x90L |
ø45x125L |
ø53x115L |
ø53x115L |
ø60x130L |
ø60x130L |
ø60x229L |
| Ogólne wymiary głównej matrycy | mm | ø50x85L |
ø60x85L |
ø60x130L |
ø75x135L |
ø75x185L |
ø86x135L |
ø86x190L |
ø86x305L |
| Umrzeć smoła | mm | 60 | 70 | 70 | 90 | 94 | 110 |
110 |
110 |
| Waga ok | Tona | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Odpowiednia średnica śruby | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 8-12,7 | 8-12,7 |
| Długość trzpienia półfabrykatu | mm | 10-65 | 10-65 | 15-90 | 15-100 | 20-152 | 20-100 | 20-160 | 50-220 |
| Ogólnie przyciemnia się | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Cechą 3-stanowiskowej maszyny do formowania śrub na zimno jest to, że jej pozycje robocze są regulowane i mają duże możliwości adaptacji. Nacisk wywierany na każdym stanowisku pracy oraz położenie formy można regulować niezależnie. Forma jest typu dzielonego i nie wymaga całkowitej wymiany, co pozwala zaoszczędzić na kosztach formy.