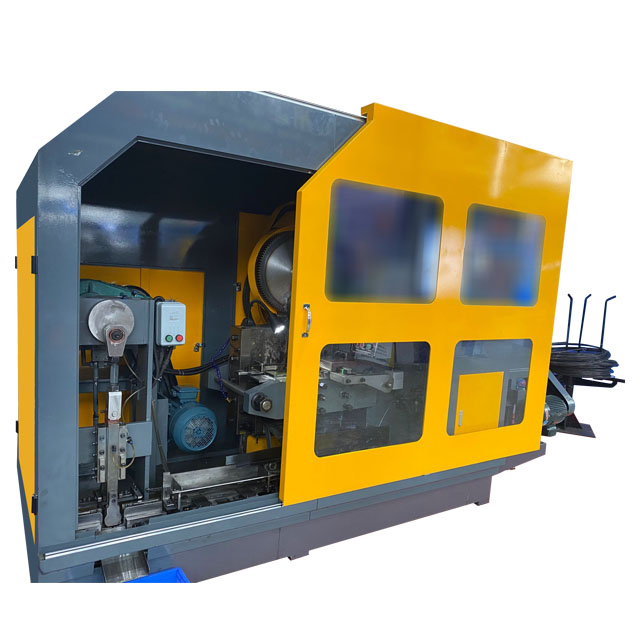



Ronen® – kluczowy dostawca – 5-stanowiskowa maszyna do formowania śrub na zimno formuje półfabrykaty śrub w pięciu etapach obróbki na zimno: cięcie drutu, spęczanie, formowanie łba, przycinanie i szlifowanie wału. Wystarczy włożyć drut do podajnika, ustawić go, a podajnik uruchomi się automatycznie.
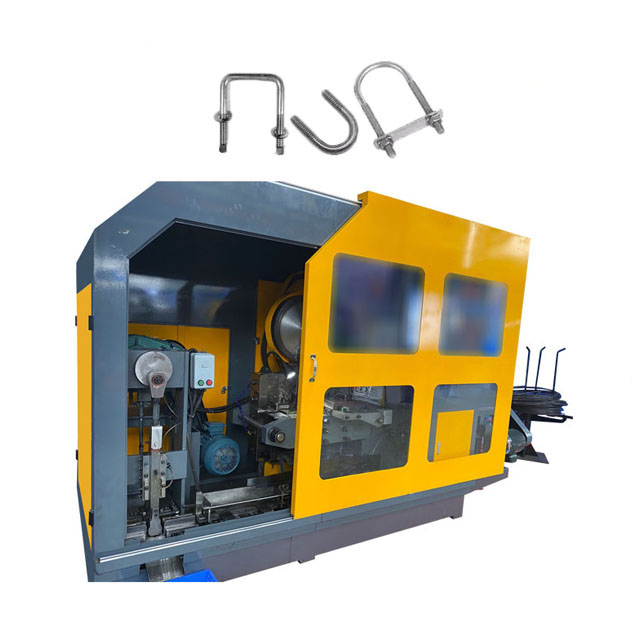
5-stanowiskowa maszyna do formowania śrub na zimno przekształca drut metalowy w półfabrykaty śrub w pięciu kolejnych stacjach wytłaczania na zimno. Wyprodukowano półfabrykat śruby z przymocowanym całym łbem i trzonkiem. Można to następnie wykorzystać do kolejnych operacji gwintowania.
Pięć stanowisk Maszyny do formowania prętów ma jasno określone zadania: Stanowisko 1 przecina drut i wyciska niewielkie występy (początkowy kształt łba); Stacja 2 wstępnie napręża głowę, aby kształt był wyraźniejszy; Stacja 3 przetwarza część pręta (np. wyciska redukcję lub stopnie); Stacja 4 precyzyjnie wyciska detale głowy; Stacja 5 kończy kształtowanie części pręta i główki. Cały proces nie wymaga ogrzewania; przeprowadza się go bezpośrednio w stanie zimnym.
Maszyna może kształtować drut metalowy bez konieczności podgrzewania. Zautomatyzowany sprzęt najpierw wyciąga metalowy drut, w razie potrzeby tnie go na określone długości, a następnie transportuje go kolejno do pięciu różnych stanowisk obróbczych. Każde stanowisko wykonuje określone operacje, takie jak kształtowanie łba czy wkładanie części prętowej, ostatecznie formując śrubę.
Konserwacja 5-stanowiskowej maszyny do formowania śrub do kucia na zimno koncentruje się na mechanizmie transportowym i formach. Należy zachować precyzję mechanizmu przemieszczania półwyrobów śrubowych między stanowiskami oraz sprawdzać stan zużycia form kuźniczych, aby upewnić się, że śruby odpowiadają specyfikacjom.
Cechą 5-stanowiskowej maszyny do formowania śrub na zimno jest to, że posiada ona kompleksowe funkcje stacji i można ją w dużym stopniu dostosować do różnych materiałów. Pozycja 1-2 dotyczy główki rury, a pozycja 3-5 dotyczy korpusu rury. Może obsługiwać śruby od prostych okrągłych łbów po te ze stopniami. Nacisk wywierany na każde stanowisko robocze można regulować niezależnie i nie spowoduje to pęknięcia drutu.
| Model | Jednostka | RNBP-65S | RNBP-85S |
RNBP-105S |
RNBP-135L |
RNBP-135L |
RNBP-135LL |
RNBP-165S |
| Stacja kucia | NIE. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Siła kucia | Kgf | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Maksymalna średnica odcięcia | mm | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Maksymalna długość odcięcia | mm | 105 | 115 | 135 | 185 | 195 | 265 | 190 |
| Szybkość wyjściowa | szt./min | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| RKO Udar | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| KO Udar | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Główny skok siłownika | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Główna moc silnika | kW | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Ogólnie przyciemnia się. odciętej matrycy | mm | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| Ogólnie przyciemnia się. stempla | mm | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x30L |
Ø60x229L |
Ø75x185L |
| Ogólnie przyciemnia się. głównej matrycy | mm | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185K |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Umrzeć smoła | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Około. waga | Tona | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Odpowiednia średnica śruby | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 10-16 |
| Długość trzpienia półfabrykatu | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Ogólnie przyciemnia się | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |