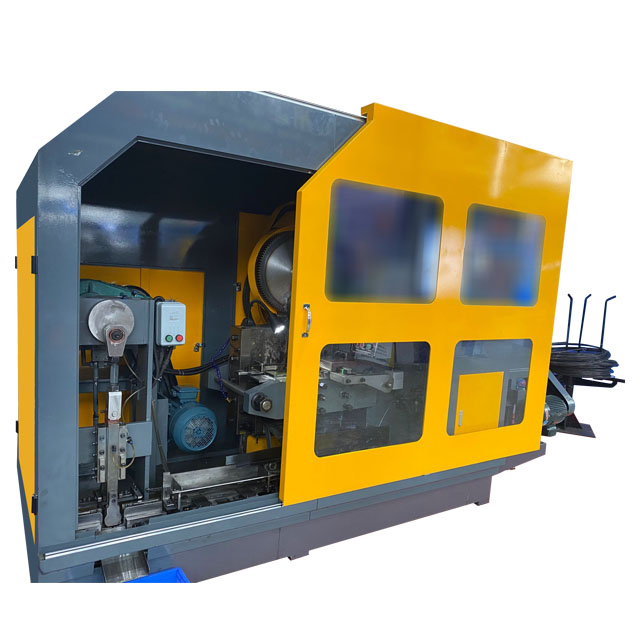



Dostawca Ronen® dostarcza 4 matrycowe 4-stanowiskowe urządzenie do formowania śrub, które formuje półfabrykat śruby w czterech etapach: pierwszy krok to przecięcie drutu, drugi krok to rozciągnięcie półwyrobu, trzeci krok to ukształtowanie łba śruby, a czwarty krok to przycięcie nadmiaru części. Nie ma potrzeby przenoszenia surowców.
Urządzenie do formowania śrub z 4 matrycami wykorzystuje cztery oddzielne stacje i odpowiednie formy do tłoczenia na zimno metalowego drutu w półfabrykaty śrub. Produkuje śruby poprzez przepychanie metalu przez cztery etapy formowania. Drut metalowy wchodzi z jednego końca, jest cięty, a następnie przechodzi przez każde stanowisko robocze.
Umieść rolkę drutu w urządzeniu do formowania śrub i można rozpocząć proces formowania. Maszyna automatycznie odcina odcinek drutu i podaje go na cztery stacje. Przy każdym zatrzymaniu narzędzie naciska na metal, zmieniając jego kształt i przekształcając prosty drut w złożoną śrubę.
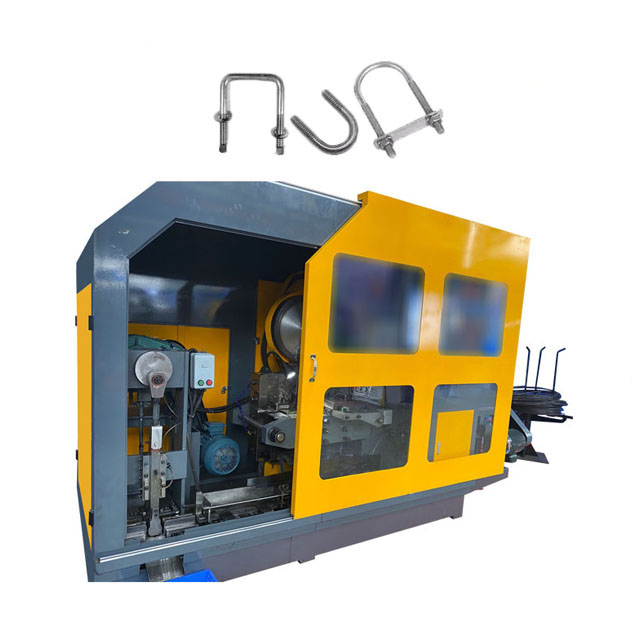
Urządzenie do formowania śrub z 4 matrycami i 4 stacjami wykorzystuje proces kucia na zimno, umożliwiający kształtowanie metalu bez konieczności podgrzewania. W miarę ściskania i przekształcania wewnętrznej struktury metalu, powstaje bardziej wytrzymały produkt końcowy. Wytworzone w ten sposób elementy złączne są niezwykle mocne i trwałe.
Jednym z kluczowych elementów wzornika do śrub jest palec przenoszący. Element ten podnosi niedokończone śruby i precyzyjnie przenosi je z jednego stanowiska na drugie. Jeśli ten mechanizm nie zostanie prawidłowo ustawiony, śruby nie zostaną prawidłowo uformowane. Przebieg procesu jest progresywny. Pierwsza stacja może przystąpić do formowania łba, kolejna kończy formowanie łba, kolejna wykonuje obróbkę końcówki, a ostatnia stacja rozpoczyna obróbkę gwintów.
| Model | Jednostka | RNBP-65S | RNBP-85S | RNBP-105S | RNBP-135L | RNBP-135L | RNBP-135LL | RNBP-165S |
| Stacja kucia | NIE. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Siła kucia | Kgf | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Maksymalna średnica odcięcia | mm | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Maksymalna długość odcięcia | mm | 105 | 115 | 135 | 185 | 190 | 265 | 190 |
| Szybkość wyjściowa | szt./min | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| PKO Udar | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| KO Udar | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Główny skok siłownika | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Główna moc silnika | kW | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Ogólnie przyciemnia się. odciętej matrycy | mm | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| Ogólnie przyciemnia się. stempla | mm | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115l |
Ø60x130L |
Ø60x229l |
Ø75x185l |
| Ogólnie przyciemnia się. głównej matrycy | mm | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Umrzeć smoła | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Około. waga | Tona | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Odpowiednia średnica śruby | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 10-16 |
| Długość trzpienia półfabrykatu | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Ogólnie przyciemnia się | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |

Cechą 4 Die 4 Station Bolt Former jest to, że stanowiska robocze są dobrze skoordynowane, a wymiana formy jest szybka. Ruchy czterech stanowisk roboczych są precyzyjnie koordynowane za pomocą mechanicznych połączeń. Gdy poprzednia stacja robocza zakończy obróbkę, obrabiany przedmiot automatycznie przesuwa się do następnej, bez żadnych przesunięć lub przestojów.