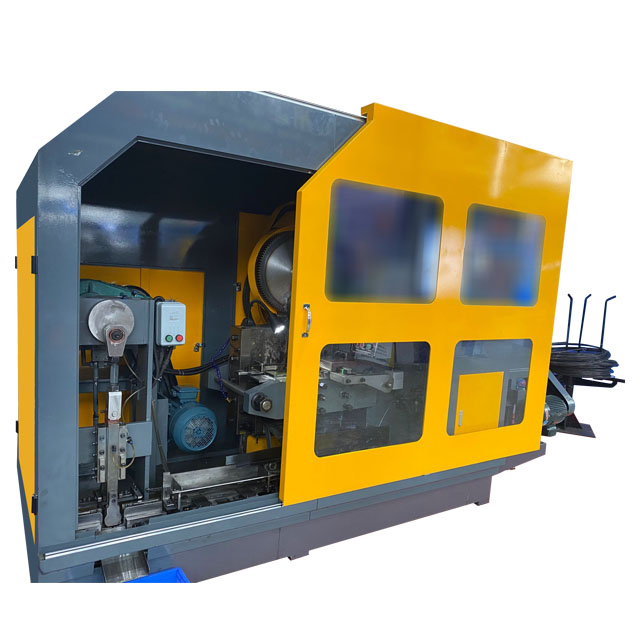



Maszyna do formowania nakrętek Ronen®6 Station kształtuje półfabrykaty w sześciu etapach: cięcie drutu, spęczanie, formowanie wstępne, formowanie sześciokątne, przycinanie, końcowe polerowanie. Nie ma potrzeby przenoszenia półfabrykatów pomiędzy formami; operatorzy nie monitorują w sposób ciągły – idealne rozwiązanie dla dostawcy.
6-stacyjna maszyna do formowania nakrętek wykorzystuje sześć kolejnych stanowisk do wytłaczania na zimno, aby stopniowo przekształcać metalowy drut w półfabrykat nakrętki. Formy na każdym stanowisku pracy są niezależne. Jeśli jedna forma ulegnie uszkodzeniu, po prostu wymień tę, a nie cały zestaw. Może to zaoszczędzić dużo pieniędzy na formach.
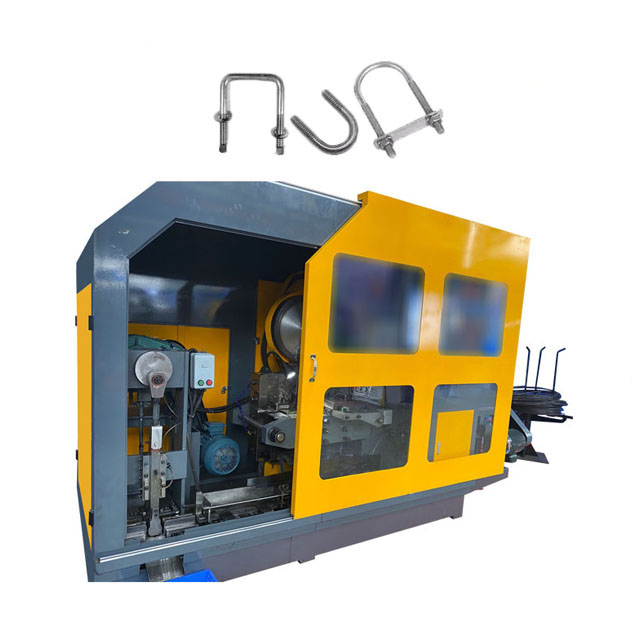
Maszyna do formowania orzechów produkuje orzechy w sześciu etapach. Najpierw wycinany jest drut stalowy, który następnie wysyłany jest na każde stanowisko robocze. Różne narzędzia kształtują półfabrykat, formują go w sześciokąt, wycinają otwory i gwintują, a na koniec przekształcają prostą część przypominającą blok w gotową nakrętkę. Nie jest wymagana żadna ręczna interwencja.
6-stanowiskowa maszyna do formowania nakrętek wykorzystuje proces kucia na zimno, który umożliwia kształtowanie metalu bez konieczności podgrzewania. Proces ten zwiększa wytrzymałość orzechów i zmniejsza zużycie energii. Ponieważ tworzy orzechy, zastępując metal, a nie go przecinając, ilość wytwarzanych odpadów jest również bardzo mała.
Konserwacja maszyny do formowania orzechów zwykle obejmuje stempel i formę. Elementy te ulegają zużyciu pod wpływem wysokiego ciśnienia podczas formowania metalu i wymagają regularnej wymiany. Aby wyprodukować stabilne i wysokiej jakości orzechy, konieczne jest utrzymanie formy w dobrym stanie.
| Specyfikacja | Jednostka | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Stacja kucia | NIE. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Maksymalna średnica odcięcia | mm | 11 | 15 | 17 | 19 | 24 | 27 | 30 | 33 | 36 | 41 |
| Długość wybicia | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Umiera Pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 160 |
| Kucie Mocy | Tona | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Wielkość produkcji |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Wyjście | min/szt | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Główny silnik | KM | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Silnik smarowania | KM | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Smar | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Waga ok | Tona | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Zaletą 6-stanowiskowej maszyny do formowania nakrętek jest „wielostanowiskowe wykańczanie”, które umożliwia produkcję nieco bardziej złożonych nakrętek bez konieczności stosowania dodatkowych procesów. Na przykład nakrętki z małymi stopniami i nakrętki z antypoślizgowymi wzorami na krawędziach. Długość przeciwległych stron nakrętki sześciokątnej można regulować z błędem 0,06 milimetra, a ona nie zacina się podczas dokręcania śruby.