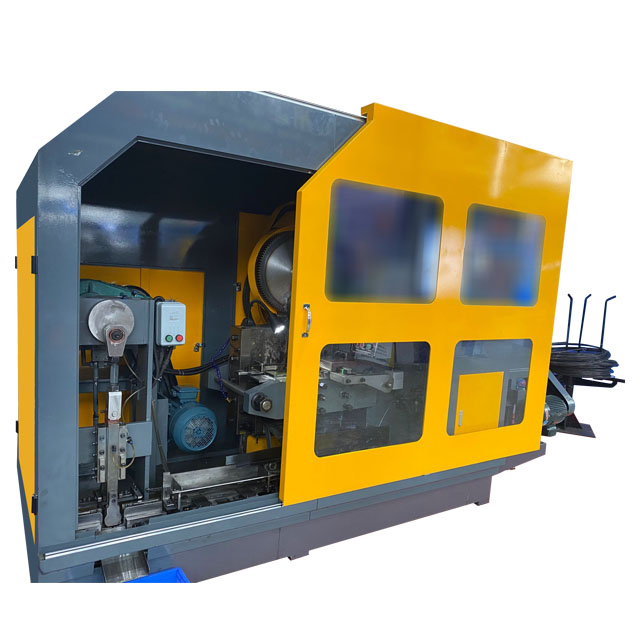





Maszyna formująca nakrętkę kołnierza Ronen®, niezawodne rozwiązanie dla producentów, kształtuje metalową pustkę w nakrętkę kołnierza. Naciska jednocześnie pusty materiał, aby utworzyć wewnętrzne gwinty kołnierza i nakrętkę. Dla producentów wystarczy załadować surowiec, ustawić wymiary, a on zakończy proces kształtowania - doskonale usprawniające przepływy pracy produkcyjnej.
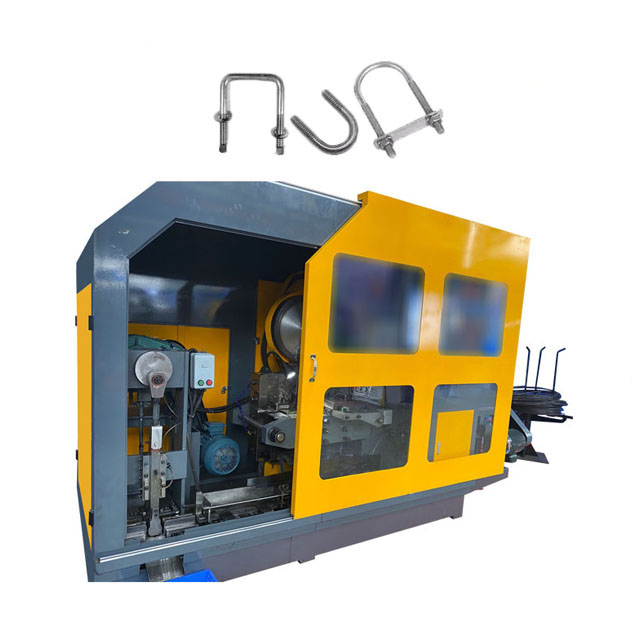
Maszyna formująca nakrętkę kołnierza jest specjalnie zaprojektowana do przetwarzania metalowego drutu w nakrętki kołnierza. Maszyna może jednocześnie wyciągnąć zarówno krawędź pierścienia, jak i sześciokątną głowę nakrętki jednocześnie. Dostępne specyfikacje nakrętek kołnierzowych wahają się od M4 do M20.
Maszyna formująca nakrętkę kołnierza to zimna maszyna do wytłaczania specjalnie zaprojektowana do produkcji nakrętek kołnierzowych. Używa stalowego drutu, przecina go w puste miejsce, a następnie używa serii form i uderzeń, aby wykonywać zimno na orzechach. Proces ten tworzy zintegrowaną uszczelkę przypominającą kołnierz u dołu nakrętki i automatycznie wybija środkowy otwór bez potrzeby podgrzewania materiału.
Maszyna formująca nakrętkę kołnierza zaczyna się od cewki. Maszyna odwijająca zasilać drut do mechanizmu prostowania, aby wyeliminować wszelkie zakręty. Następnie precyzyjna maszyna do cięcia przecina wyprostowany przewód na puste miejsce o określonej długości. Objętość pustki jest kluczowa, ponieważ musi zawierać wystarczającą ilość metalu, aby utworzyć sześciokątny korpus orzechu i szerszą część kołnierza.
Kluczowym etapem działania maszyny jest tworzenie kołnierza. Punch wciska pustkę do wnęki pleśniowej, która jest szersza niż odcinek sześciokąta. Powoduje to, że metal przesuwa się promieniowo na zewnątrz, tworząc płaską okrągłową powierzchnię łożyska na dnie nakrętki. Średnica i grubość kołnierza są kontrolowane przez konstrukcję formy.
| Specyfikacja | Jednostka | 11b | 14b | 17b | 19b | 24b | 27b | 30b | 33b | 36b | 41b |
| Stacja kucia | N0. | 6S/7s | 6S/7s |
6S/7s |
6S/7s |
6S/7s |
6S/7s |
6S/7s |
6S/7s |
6S/7s |
6S/7s |
| Max odcięcie średnicy | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Długość wyrzucana | mm | 20/30/40 | 20/30/40 | 24/40/60 | 30/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Umiera boisko | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Moc kuszy | Tona | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Wielkość produkcji |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Wyjście | Min/PCS | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Główny silnik | HP | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Silnik smarowania | HP | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Smar | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Przybliżona waga | Tona | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Cechą maszyny formującej nakrętkę kołnierza jest genialna konstrukcja formy. Forma ma specjalnie zaprojektowane rowki odpowiadające krawędzi kołnierza, co umożliwia precyzyjną kontrolę grubości i średnicy krawędzi kołnierza podczas procesu wytłaczania. Siła wytłaczania maszyny można regulować, podawanie jest stabilne, a błąd w długości cięcia drutu jest niewielki.