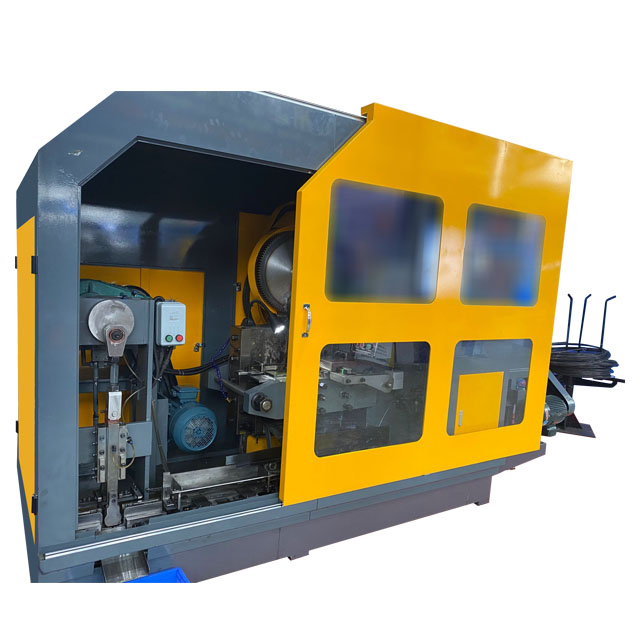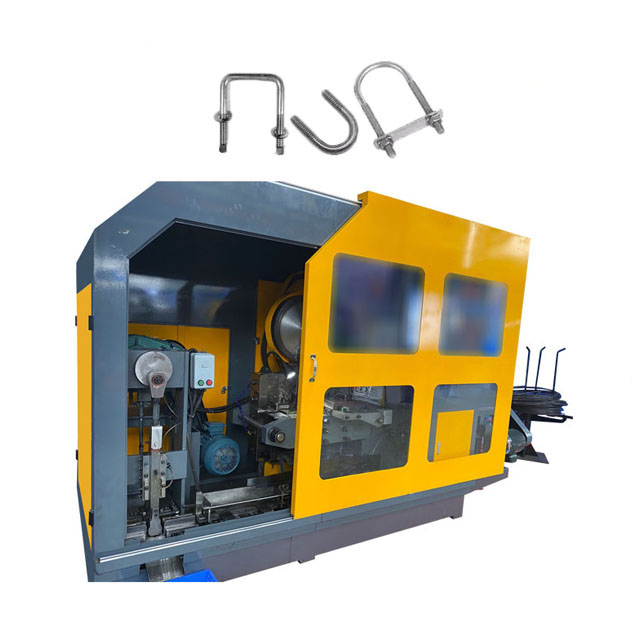



6-stanowiskowa maszyna do formowania nakrętek Ronen®24B, produkowana w naszej fabryce, kończy kształtowanie półwyrobu nakrętki w sześciu etapach: cięcie drutem, wytłaczanie, formowanie sześciokątne, wykrawanie, przycinanie krawędzi i ostateczne wymiarowanie. Ustaw rozmiar nakrętki, a ta fabrycznie wykonana maszyna może działać automatycznie, oszczędzając czas.
TheRonena®24B 6-stacyjna maszyna do formowania nakrętek specjalnie formuje półfabrykaty orzechów w sześciu kolejnych stacjach wytłaczania na zimno. Najpierw drut stalowy jest cięty na odcinki, a następnie kształtowany na sześciu różnych stanowiskach. Każde stanowisko robocze będzie dalej kształtować nakrętki.
Zaletą maszyny do formowania nakrętek jest to, że „jej zakres przetwarzania jest szerszy niż w przypadku mniejszych modeli”. Formowanie na zimno nie powoduje prawie żadnych odpadów. Pojedynczy drut może zostać wykorzystany w ponad 95% jego pojemności, co pozwala zaoszczędzić znaczną część kosztów materiałowych w porównaniu do cięcia półwyrobu za pomocą maszyny do cięcia. Zmiana specyfikacji jest również szybka. Dostosowując położenie form na każdym stanowisku roboczym i długość cięcia, produkcję można rozpocząć w ciągu godziny, bez konieczności czekania pół dnia na debugowanie.
Konfiguracja 6-stanowiskowej maszyny do formowania nakrętek 24B oznacza, że należy zainstalować sześć zestawów narzędzi. Dla każdego stanowiska roboczego należy wyposażyć odpowiedni stempel i matrycę zgodnie z konkretnym rozmiarem nakrętki, którą chcesz wyprodukować. Gdy wszystko będzie gotowe, maszyna może przez długi czas pracować nad projektem nakrętki.
Podczas obsługi maszyny do formowania nakrętek operator jest głównie odpowiedzialny za obserwację całego procesu. Należy upewnić się, że w podajniku drutu nie zabraknie i sprawdzić, czy niektóre z gotowych nakrętek spełniają wymagania dotyczące rozmiaru. Sama maszyna wykonuje właściwą pracę formującą.
Cechą maszyny do formowania nakrętek 24B 6 jest jej trwałość i łatwość konserwacji. Korpus wykonany jest z grubego żeliwa. Wszystkie elementy przekładni na sześciu stacjach są powszechnie stosowane, a jeśli się zepsują, części zamienne można po prostu kupić w dowolnym sklepie z narzędziami. Blok mocujący formę na stanowisku roboczym poluzował się. Wystarczy dwukrotnie dokręcić kluczem.
| Specyfikacja | Jednostka | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Stacja kucia | NIE. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Maksymalna średnica odcięcia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Długość wybicia | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Umiera Pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Kucie Mocy | Tona | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Wielkość produkcji |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Wyjście | min/szt | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Główny silnik | KM | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Silnik smarowania | KM | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Smar | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Waga ok | Tona | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |