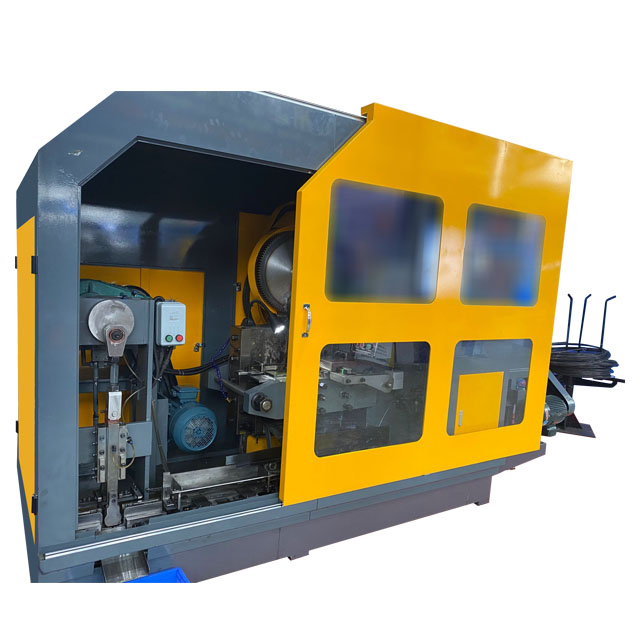
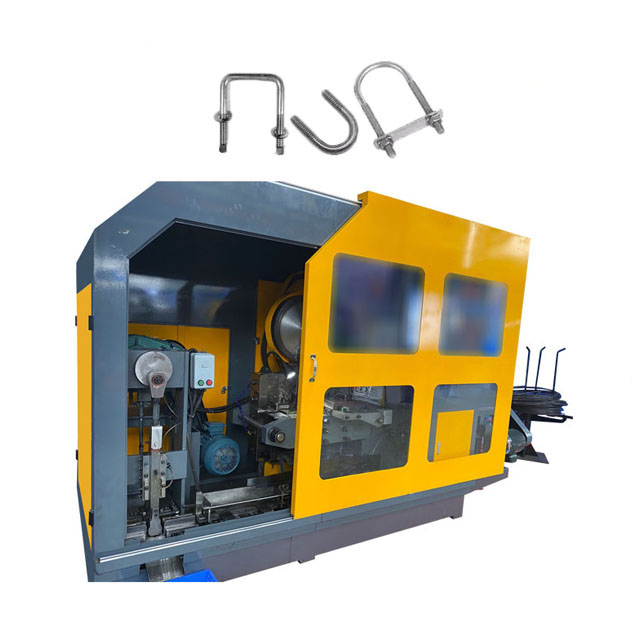
Maszyna do produkcji nitu jest specjalnie zaprojektowana do produkcji różnych rodzajów nitów. Najpierw metalowy drut jest podawany do maszyny, która jest następnie krojona na małe odcinki o stałej długości. Następnie jest wciśnięty przez formę, aby kształtować jeden lub oba końce drutu w kształt głowy nitu.
Maszyna do produkcji nitu jest specjalnie zaprojektowana do produkcji różnych rodzajów nitów. Najpierw metalowy drut jest podawany do maszyny, która jest następnie krojona na małe odcinki o stałej długości. Następnie jest wciśnięty przez formę, aby kształtować jeden lub oba końce drutu w kształt głowy nitu.
Parametr produktu (specyfikacja)
| Model |
Jednostka |
WH-NF 11B-6S |
WH-NF 14B-6S |
WH-NF 19B-6S |
WH-NF 24B-6S |
WH-NF 33B-6S |
WH-NF 41B-6S |
| Stacja kucia |
NIE. |
6 | 6 | 6 | 6 | 6 | 6 |
| Po płaskach orzechów |
mm |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| Odpowiednie sześciokątne orzechy |
Z |
M3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Odcięcie dia |
mm |
11 | 16 | 19 | 24 | 31 | 40 |
| Umiera boisko |
mm |
50 | 60 | 80 | 100 | 140 | 165 |
| Moc kuszy |
Tona |
60 | 90 | 135 | 230 | 360 | 450 |
| Główny silnik |
HP |
15 | 20 | 50 | 75 | 150 | 200 |
| Silnik smarowania |
HP |
1.5 | 1.5 | 1,5 3 | 1,5 3 | 3 | 3 |
| Zainstalowana ilość |
USTAWIĆ |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Smar |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Przybliżona waga |
Tona |
4.5 | 8 | 14 | 25 | 45 | 72 |
Funkcje maszyny do tworzenia nitów są dość oczywiste. Wymiana formy jest bardzo wygodna. Aby zrobić różne kształty nitów, po prostu zmień zestaw formy. Na przykład, od okrągłych głowic po płaskie głowy. Siła uderzenia tej maszyny jest wystarczająca. Niezależnie od tego, czy jest to aluminium, miedziane czy żelazne materiały, może wyciskać zwykłe głowy bez pękania lub deformacji.

Szczegóły produktu
Maszyna wytwarzania nitów wykorzystuje głównie zimny proces nagłówka do przekształcania drutu w nity stałe. Proces ten polega na zasilaniu drutu, wyprostowaniu go, przecinaniu precyzyjnych pustych śladów, a następnie kształtowaniu głowy nit. Maszyna wykorzystuje wysokie ciśnienie, używając stempla do wyciągnięcia i wycięcia jednego końca ślepy w jamie formy. Proces zimnego nagłówka powoduje przesunięcie metalu, tworząc w ten sposób charakterystyczny kształt głowy nitu bez potrzeby podgrzewania materiału.
Maszyna najpierw zasila pręt drutu (zwykle wykonany ze stali, aluminium lub stopu miedzi) do mechanizmu prostowania w celu wyeliminowania zakrętów. Następnie precyzyjna maszyna do ścinania przecina wyprostowany przewód na kęsy o określonych długościach. Te jednolicie rozmiar kęsów są surowcami przed wejściem do sekcji zimnej nagłówki (do tworzenia głowic nitów) i mają kluczowe znaczenie.
Wiele maszyn do produkcji nitów jest wyposażonych w stację przycinania natychmiast po procesie denerwowania. Ten krok może usunąć małe burr lub ostre krawędzie utworzone na krawędzi nowej głowicy nitu (nadmiar metalowy wycisnął się między uderzeniem a matrycą). Przycinanie zapewnia, że głowica nitów ma wyraźny zarys i stałą średnicę, co jest kluczowe dla prawidłowej instalacji i wyglądu.