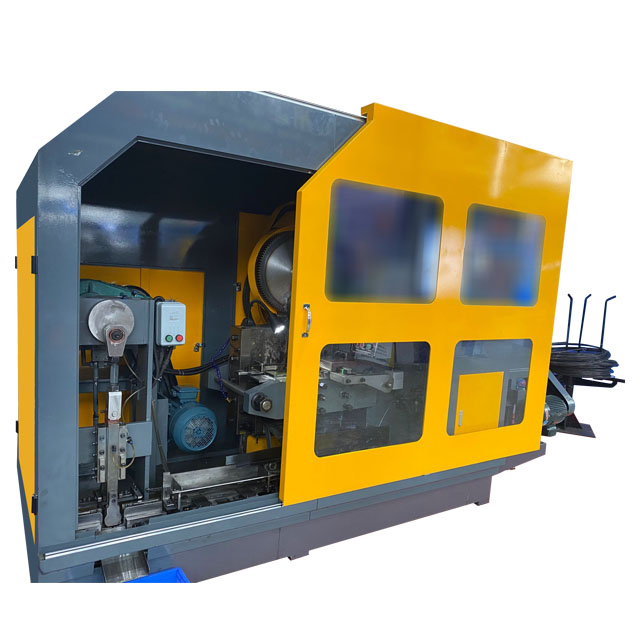
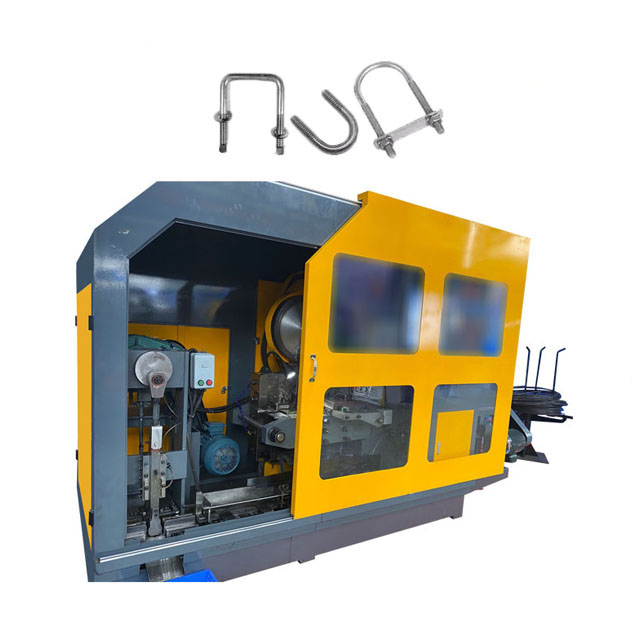
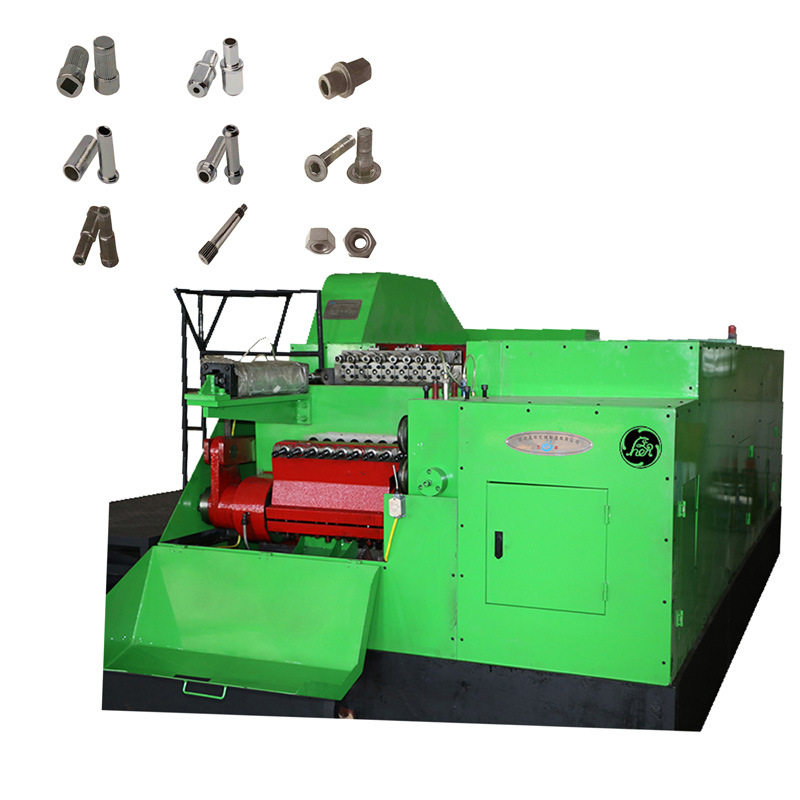
Wielostwał na zimnoto wysoce zautomatyzowany sprzęt przemysłowy, który zdaje sobie sprawę z wydajnego tworzenia metalu poprzez proces nagłówka zimnego. Służy głównie do wytwarzania elementów złącznych, takich jak śruby i nakrętki oraz złożone części sprzętowe. Jakie są umiejętności kontroli prędkości wielostopniowej na zimno? Poniższa treść odpowie na Twoje pytania.
Napęd pasowywielostwał na zimnojest głównym trybem transmisji na zimno. Dlatego regulacja napięcia paska jest pierwszym krokiem kontroli prędkości maszyny na kierunku. Po pierwsze, należy sprawdzić, czy pasek jest zbyt luźny, czy zbyt ciasny. Jeśli napięcie jest odpowiednie, nakrętkę napięcia należy regulować, aby pasek nie poślizgnął się podczas procesu transmisji.
Główny napędwielostwał na zimnoSkłada się z silnika, sprzężenia, wału napędowego i głównego sprzętu napędowego. Dlatego regulacja dopasowania głównego sprzętu napędowego może również osiągnąć kontrolę prędkości zimnej maszyny nagłówka. W szczególności należy sprawdzić, czy dopasowanie głównego koła napędowego a wałkiem transmisyjnym jest rozsądny. Jeśli szczelina między przekładniami jest zbyt duża, konieczne jest regulacja twarzy zębatej, kąt nachylenia i kąt siatki oraz inne parametry, aby przekładnie pasowały.
Reduktor jest jednym z kluczowych elementów zimnej maszyny nagłówka. Może przekonwertować szybką obrót silnika na obrót o niskiej prędkości odpowiedni dla prędkości zimnej maszyny nagłówka. Dlatego regulacja przełączania przekładni reduktora jest również jednym z kluczowych kroków w regulacji prędkości zimnej maszyny nagłówka. W szczególności konieczne jest sprawdzenie, czy przełom przekładni reduktora jest rozsądny. Jeśli prześwit jest zbyt duży, konieczne jest regulacja pozycji przekładni, kąta nachylenia i kąt siatki oraz inne parametry, aby przekładnie pasowały bardziej.