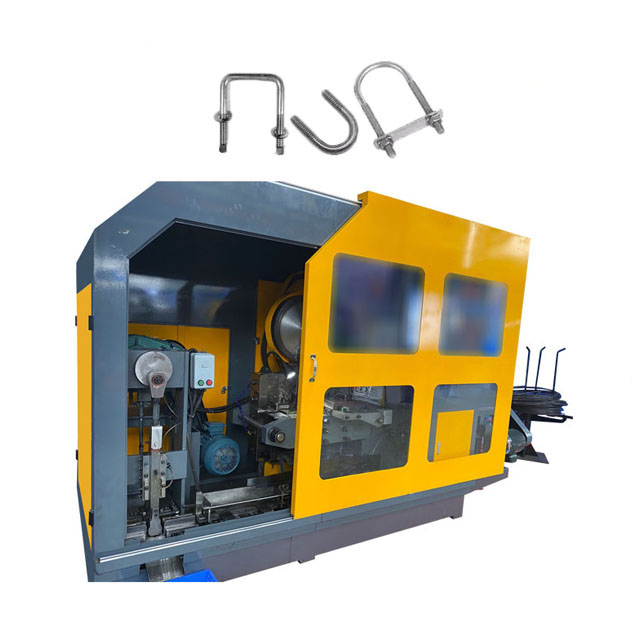
Metoda kucia polegająca na szorstkowaniu wierzchu pręta lub drutu w temperaturze pokojowej. Pozycjonowanie na zimno jest stosowane głównie do produkcji części, takich jak śruby, nakrętki, gwoździe, nity i kulki stalowe. Materiałami do kucia mogą być miedź, aluminium, stal węglowa, stal stopowa, stal nierdzewna i stop tytanu, a stopień wykorzystania materiału wynosi 80-90%.
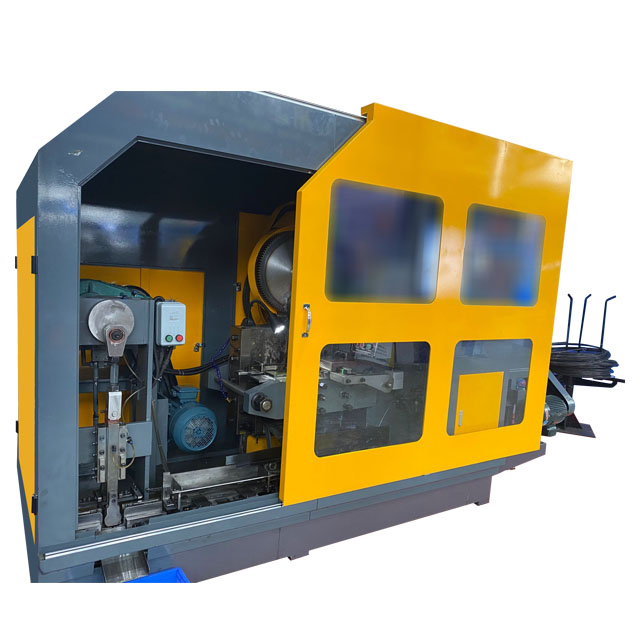
Zimny kierunekjest często wykonywana na specjalistycznych maszynach do kombajnów na zimno, co umożliwia ciągłą, wielostanowiskową i zautomatyzowaną produkcję. Na walcarce do walcowania na zimno możliwe jest sekwencyjne wykonywanie procesów, takich jak cięcie, gładzenie, akumulacja, formowanie, fazowanie, walcowanie drutu, redukcja średnicy i cięcie krawędzi. Wysoka wydajność produkcji, do 300 sztuk/minutę lub więcej, przy maksymalnej średnicy 48 milimetrów dla przedmiotów obrabianych na zimno. Schematyczny diagram procesu walcowania na zimno na ryc. 1 jest typowym procesem dla kotew na zimno. Wielostanowiskowa automatyczna maszyna do formowania na zimno nakrętek pokazana na rysunku 2 to wielostanowiskowa automatyczna maszyna do formowania na zimno nakrętek. Materiał pręta jest automatycznie podawany na określoną długość przez mechanizm podający, a mechanizm tnący tnie go na półfabrykaty. Następnie mechanizm przenoszący zaciski sekwencyjnie wysyła go do stanowisk prasowania i wykrawania akumulacyjnego w celu uformowania.
W metodzie kombajnu na zimno kombajny można podzielić na dwa typy w zależności od różnych trybów przenoszenia mocy: przekładnia mechaniczna i przekładnia hydrauliczna. Istnieją dwa rodzaje przekładni mechanicznych: ręczna i elektryczna. Elektryczne i ręczne kuźniarki na zimno nadają się do kucia na zimno drutów ze stali niskowęglowej o średnicy 4-5mm. Przekładnię hydrauliczną można dalej podzielić na dwa typy w zależności od jej wydajności: hydrauliczna maszyna do walcowania na zimno drutu stalowego i hydrauliczna maszyna do walcowania na zimno prętów stalowych.