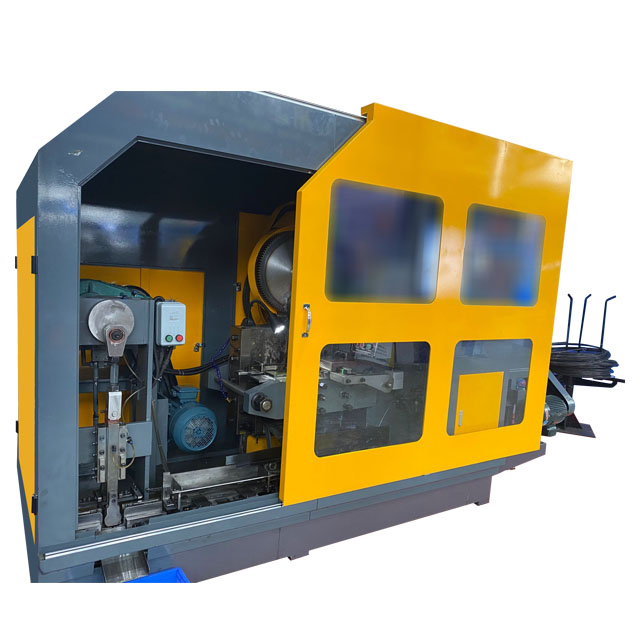
Ronen® Equipment For Bolts Headingr to idealny wybór dla producentów urządzeń do formowania elementów złącznych. Sprzęt ten łączy w sobie zaawansowaną technologię kucia na zimno, jest kompatybilny z różnymi materiałami, takimi jak stal węglowa i stal nierdzewna, i może przetwarzać śruby o różnych średnicach, aby spełnić różne potrzeby producentów.
Sprzęt do śrub Headingr wykorzystuje układ serwonapędu zapewniający precyzyjną i kontrolowaną siłę kucia, zapobiegając pękaniu i deformacji śrub oraz zapewniając wysoki współczynnik plastyczności gotowych produktów. Inteligentna diagnostyka usterek zmniejsza ryzyko przestojów.
Dokładność podawania urządzenia do nagłówków śrub jest kontrolowana w zakresie ±0,05 mm, co zapewnia stałą długość cięcia drutu, co gwarantuje stabilność wymiarową późniejszego formowania łba. Co więcej, wymiana formy przyjmuje strukturę szybkiego pozycjonowania, a czas wymiany można kontrolować w ciągu 20 minut.
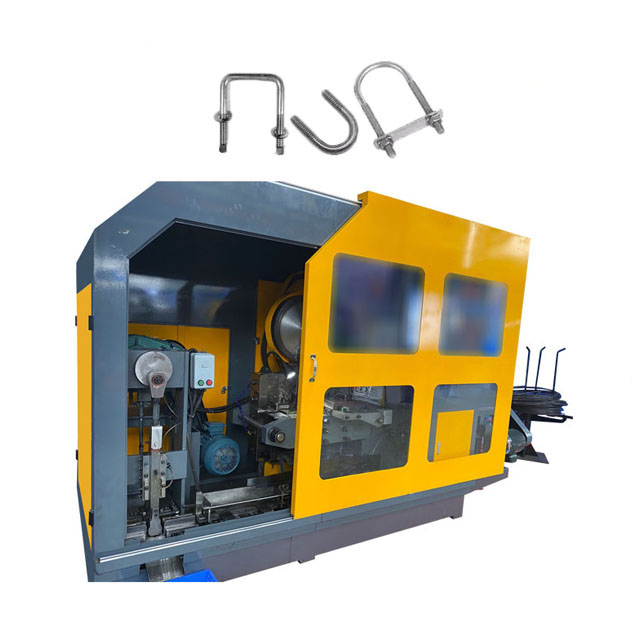
W dziedzinie budowy konstrukcji stalowych sprzęt jest używany przede wszystkim do produkcji dużych śrub z łbem sześciokątnym o dużej wytrzymałości i śrub o dużej wytrzymałości na ścinanie skrętne. Proces kucia na zimno tworzy wystarczającą powierzchnię nośną w łbie śruby, zapewniając stabilność połączeń pod obciążeniem budynku.
Sprzęt do śrub Nagłówek jest również szeroko stosowany w przemyśle motoryzacyjnym do produkcji kluczowych elementów złącznych, takich jak śruby silnika i śruby podwozia. Precyzyjnie kontrolując parametry kucia, gwarantuje, że śruby nie poluzują się pod wpływem wibracji podczas jazdy pojazdem.
| Specyfikacja | Jednostka | RNBF-63S | RNBF-85L | RNBF-105S | RNBF-135L | RNBF-165S | RNBF-205S |
| Stacja nr | NIE. | 5 | 5 | 5 | 5 | 5 | 5 |
| Kucie mocy | Kg | 40 000 | 80 000 | 90 000 | 130 000 | 200 000 | 350 000 |
| Maksymalna średnica cięcia |
mm | F8 |
Φ10 |
F12 |
F15 |
F18 |
F23 |
| Maksymalna długość cięcia | mm | 86 | 130 | 133 | 190 | 190 | 240 |
| Prędkość | szt./min | 120-200 | 95-160 | 90-150 | 60-105 | 50-80 | 45-75 |
| Udar PKO | mm | 12 | 26 | 20 | 30 | 35 | 46 |
| Udar KO | mm | 65 | 85 | 110 | 160 | 160 | 220 |
| Główny skok siłownika | mm | 110 | 140 | 190 | 270 | 285 | 346 |
| Główna moc silnika | kw | 11 | 22 | 22 | 37 | 55 | 75 |
| Ogólne wymiary odciętej matrycy | mm | Φ30*45L |
Φ35*62L |
Φ45*59L |
Φ63*69L |
Φ64*100L |
Φ75*120L |
| Ogólne wymiary stempla | mm | Φ40*90L |
Φ45*115L |
Φ53*115L |
Φ60*130L |
Φ75*185L |
Φ90*215L |
| Ogólne wymiary głównej matrycy | mm | Φ50*85L |
Φ60*120L |
Φ75*135L |
Φ86*190L |
Φ108*200L |
Φ125*240L |
| Umrzeć smoła | mm | 60 | 80 | 94 | 110 | 129 | 140 |
| Waga ok | kg | 10 000 | 16 000 | 20 000 | 31 000 | 52 000 | 40 000 |
| Odpowiedni | mm | 3-6 | 5-8 | 6-10 | 8-12,7 | 10-16 | 12-20 |
| długość trzpienia półfabrykatu | mm | 10-65 | 15-100 | 15-105 | 25-152 | 25-152 | 25-200 |
Główną zaletą urządzenia Equipment For Bolts Headingr jest jego zintegrowana zdolność do formowania, która zapewnia ciągłe włókna metalowe pomiędzy łbem a trzpieniem śruby, znacznie poprawiając ogólną wydajność mechaniczną śruby. Tymczasem sprzęt przyjmuje zautomatyzowany tryb produkcji, zmniejszając koszty pracy i nadaje się do scenariuszy masowej produkcji śrub na dużą skalę.