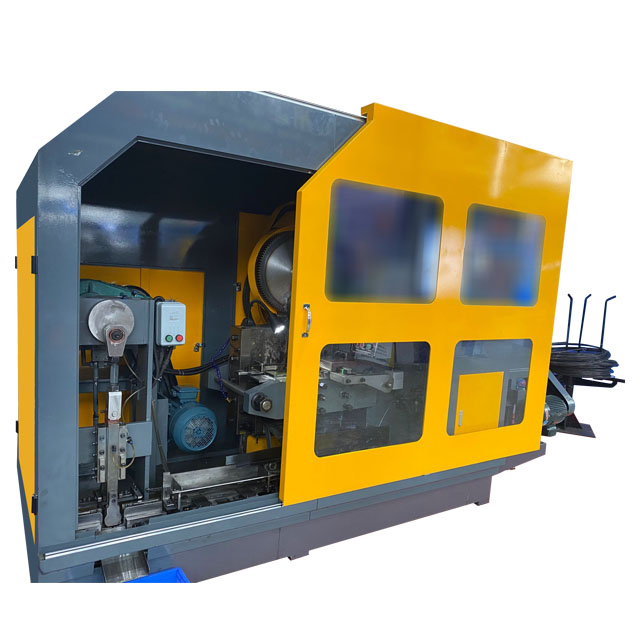
Elektryczna maszyna do gwintowania nakrętek firmy Ronen®, zaufanego producenta sprzętu warsztatowego, została specjalnie zaprojektowana do szybkiego gwintowania śrub. Wystarczy włożyć nakrętkę i nacisnąć przycisk start. Resztą pracy zajmie się on. Wiele warsztatów kupuje go przy wzroście zamówień, ufając jakości tego producenta. Ma umiarkowane rozmiary i można go umieścić na większości stołów warsztatowych.
Proces pracy elektrycznej maszyny do gwintowania nakrętek jest prosty. Półfabrykat umieszczany jest w maszynie podającej, która transportuje półfabrykat w wyznaczone miejsce. Następnie gwintownik obraca się i wierci otwór w półfabrykacie, aby utworzyć gwint. Przetworzone orzechy są wypychane.
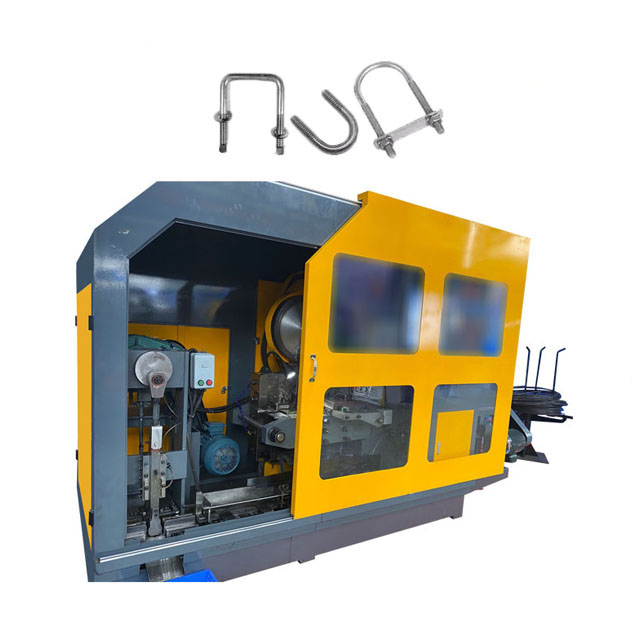
Elektryczna maszyna do gwintowania nakrętek służy do wycinania gwintów wewnętrznych we wstępnie wywierconych otworach nakrętek. Wyposażony jest w obrotowy kran (narzędzie tnące) i precyzyjnie wprowadza go w otwór nakrętki. Maszyna ta może automatycznie zakończyć proces gwintowania nakrętek do masowej produkcji, tworząc gwinty wewnętrzne wymagane do połączenia ze śrubami lub wkrętami. Zastępuje to wolniejszy i mniej spójny proces gwintowania ręcznego.
Maszyna wykorzystuje wał główny do pewnego trzymania kranu. Zwykle stosuje się uchwyt lub specjalny uchwyt do gwintownika. Wał główny napędzany jest silnikiem elektrycznym, zwykle poprzez przekładnię zębatą, w celu zapewnienia momentu obrotowego i prędkości obrotowej (RPM) wymaganych do wycinania gwintów. Podczas korzystania z gwintownika należy upewnić się, że jest on dokładnie ustawiony w jednej linii z otworem na nakrętce (niezależnie od tego, czy jest to otwór wstępnie wywiercony, czy wywiercony), aby uniknąć nieprawidłowego ustawienia, które ma wpływ na efekt obróbki.
Elektryczną maszynę do gwintowania nakrętek można ustawić według różnych rodzajów nakrętek. W przypadku standardowych nakrętek sześciokątnych (otwory przelotowe) kran całkowicie przecina gwint. W przypadku nakrętek ślepych (takich jak niektóre nakrętki kołnierzowe z zamkniętym końcem) maszyna precyzyjnie kontroluje głębokość gwintowania, tak aby zatrzymała się, zanim gwint dotrze do dna. Mechanizm kontroli głębokości ma kluczowe znaczenie przy gwintowaniu otworów nieprzelotowych.
| Specyfikacja | Maksymalna średnica zewnętrzna nakrętki | Prędkość (szt./min) | Gra na motocyklu (HP) | Pojemność oleju | Rozmiar szer.*dł.*wys./mm | Waga (kg) |
| RNNT 11B M3~M6 | 16 | 360 ~ 320 | 1HP-4 | 120 | 1100*1300*1400 | 710 |
| RNNT 14B M6~M10 | 19 | 260 ~ 200 | 2HP-4 | 120 | 1100*1300*1400 | 820 |
| RNNT 19B M8~M12 | 22 | 240 ~ 180 | 3HP-4 | 150 | 1100*1300*1400 | 1060 |
| RNNT 24B M14~M16 | 33 | 220 ~ 120 | 3HP-4 | 340 | 1650*1700*1670 | 1600 |
| RNNT 32B M18~M22 | 44 | 130 ~ 80 | 5HP-4 | 620 | 1800*2050*1950 | 2300 |
Główną zaletą elektrycznej maszyny do gwintowania nakrętek jest jej wysoka wydajność, dzięki czemu szczególnie nadaje się do produkcji masowej. Produkowane nici charakteryzują się stabilną jakością. Głębokość i precyzja gwintów na każdej nakrętce są w przybliżeniu takie same. Dobrze pasują do śrub, nie są ani za ciasne, ani za luźne. Operacja jest również bardzo prosta. Pracownicy muszą jedynie wsypać surowiec do leja zasypowego, ustawić parametry, a maszyna sama wykona pracę. Nie ma potrzeby ciągłego monitorowania tego, co może zaoszczędzić dużo siły roboczej.