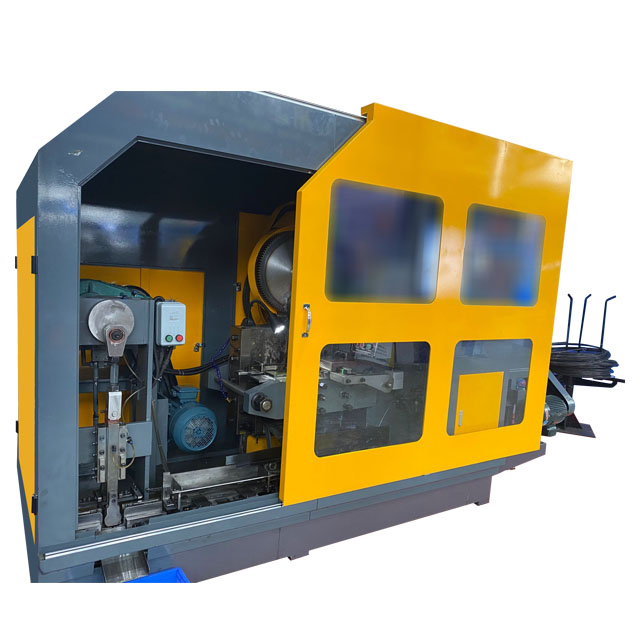
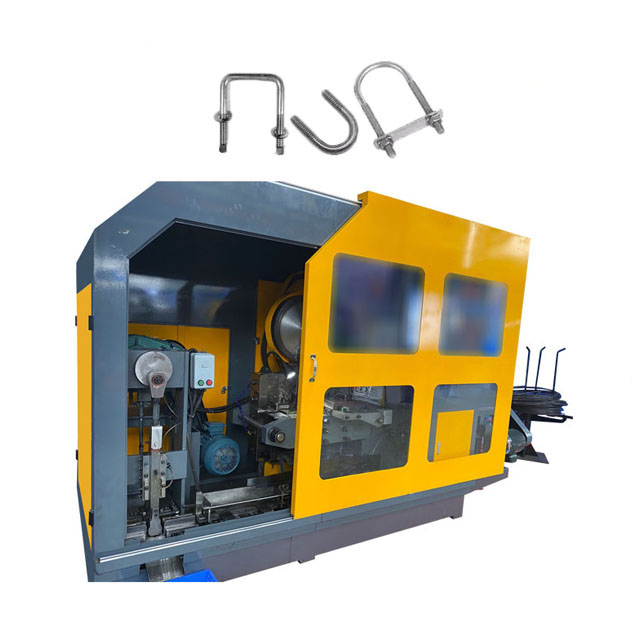
Maszyna wytwarzania śrub Ronen® Automatic 2 Die 2 jest faworyzowana przez wielu producentów. Tworzy śrubę w dwóch krokach. Pierwsza forma tworzy początkowy kształt głowy, a druga forma kończy końcowe kształtowanie. Nie trzeba ich używać osobno. Surowce można wytwarzać bez ciągłego nadzoru.
„Automatyczna maszyna do wytwarzania śrub 2 Die 2” jest w pełni automatyczną dwupiętrową dwupoziomową maszyną do tworzenia śrub, specjalnie zaprojektowaną do przetwarzania wsadowych śrub. Może obsługiwać materiały druciane o średnicach od 3 do 12 milimetrów, w tym ze stali węglowej i stali nierdzewnej.
Automatyczna maszyna do wytwarzania śrub 2 Die 2 to specjalny rodzaj urządzenia do nagłówka na zimno. Tworzy głowicę śrubową, prowadząc dwa procesy tłoczenia na drucianym pustym miejscu w dwóch osobnych matach. Pierwsze stemplowanie rozpoczyna się niepokojący proces w pierwszej matrycy, powodując, że metal się gromadzi. Drugie tłoczenie uzupełnia ostateczne formacja kształtu głowy śruby w drugiej matrycy. W porównaniu z pojedynczą maszyną do stemplowania, ten dwuetapowy proces może wytwarzać bardziej złożone lub większe głowice śrubowe.
Maszyna do wytwarzania śrub zaczyna się od drutu z cewki. Automatyczna podajnik prowadzi drut przez maszynę prostującą, aby usunąć zakręty. Następnie mechanizm cięcia przecina drut na precyzyjne puste miejsca. Te puste pola są natychmiast przenoszone na pierwszą niepokojącą matrycę. Spójna długość pustki ma kluczowe znaczenie dla odpowiedniej ilości metalu w dwóch procesach stemplowania.
W automatycznej maszynie do wytwarzania śrub 2 Die 2, ścięte puste puste miejsca są podawane do pierwszej matrycy. Pierwszy uderzenie uderza w koniec pustki, wytłaczając go do początkowego kształtu, zwykle prostej stożkowej lub cylindrycznej postaci. Ten etap „wstępnie tworzący się” zbiera się i redystrybuuje metal, co ułatwia poprawnie utworzenie końcowego kształtu głowy na następnej stacji.
| Model | Jednostka | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Stacja kucia | NIE. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Siła kucia | KGF | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| MAX.CUT-OFFL DIA | mm | ∅8 |
∅10 |
∅10 |
∅12 |
∅12 |
∅15 |
∅15 |
∅15 |
| Max.Cur-off Długość | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Szybkość wyjściowa | PC/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O. Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O. Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Główny udar baranowy | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Główna moc silnika | KW | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Ogólne DIMS. odcięcia | mm | ∅30x45L |
∅35x50l |
∅35x50l |
∅45x59l |
∅45x59l |
∅63x69l |
∅63x69l |
∅63x69l |
| Ogólne DIMS. dieć | mm | ∅40x90l |
∅45x90l |
∅45x125l |
∅53x115l |
∅53x115l |
∅60x130L |
∅60x130L |
∅60x229l |
| Ogólne DIMS. głównej matrycy | mm | ∅50x85l |
∅60x85l |
∅60x130L |
∅75x135l |
∅75x185l |
∅86x135l |
∅86x190l |
∅86x305l |
| Die Pitch | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Ok | Tona | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Obowiązująca średnica śruby | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Długość trzonu pustego | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Ogólne DIMS | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Punkty sprzedaży automatycznej maszyny do wytwarzania śrub 2 Die 2 to pełna automatyzacja i wysoka wydajność. Od karmienia materiału do cięcia i formowania, nie jest wymagana interwencja człowieka. Pracownicy muszą tylko umieścić drut w stojaku zasilającym i ustawić parametry. Tworzenie głowy jest bardziej regularne i nie pojawią się żadne wady, które mogą wystąpić podczas pojedynczego wytłaczania.