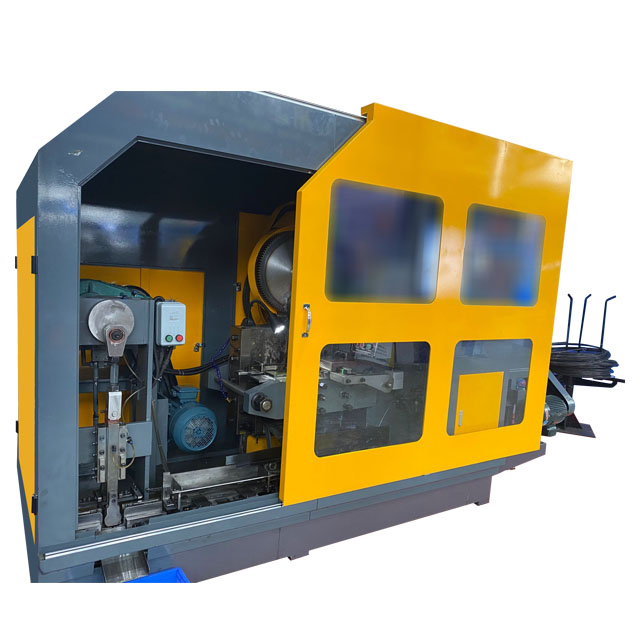

3-stanowiskowa matryca Ronen®3 formuje półfabrykat śruby w trzech etapach: pierwsza matryca rozciąga drut, druga matryca kształtuje łeb, a trzecia matryca przycina nadmiar części. Po ustaleniu wymiarów formy maszyna będzie działać automatycznie, co jest kluczową zaletą pomagającą producentom zwiększyć wydajność produkcji i zapewnić stałą jakość śrub.
Urządzenie do formowania śrub z trzema matrycami i trzema stacjami wykorzystuje trzy zestawy form i trzy kolejne stanowiska robocze do wytłaczania na zimno drutu metalowego w półfabrykaty śrub. Prędkość jest umiarkowana, odpowiednia dla fabryk o średnich zamówieniach i tych, które mają specyficzne wymagania jakościowe.
Maszyna do formowania śrub z trzema matrycami i trzema stacjami to maszyna do kucia na zimno, która formuje łby śrub w trzech różnych procesach. Pocięte półfabrykaty drutu są kolejno transportowane przez trzy różne formy. Na każdym stanowisku określony stempel uderza w blank, stopniowo go kierując i nadając mu kształt. W trzyetapowym procesie można wytworzyć łby śrub o kompletnej strukturze i dobrym kształcie.
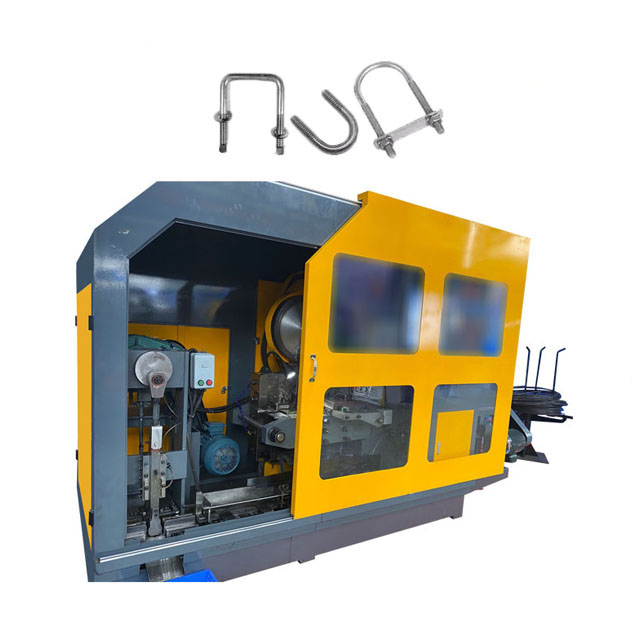
Na pierwszej stacji maszyny do formowania śrub z trzema matrycami i trzema stacjami wycięte półfabrykaty są dociskane przez stempel. To wstępne prasowanie inicjuje proces spęczania, gromadząc metal na jednym końcu półwyrobu. Tworzy podstawowy, prefabrykowany okrągły kształt, przygotowujący do dokładniejszego kształtowania na kolejnych stanowiskach. Ten etap jest kluczowy dla normalnego przepływu metalu.
Trzecia i ostatnia stacja urządzenia do formowania śrub to miejsce, w którym precyzyjny stempel obróbczy zmusza metal do całkowitego wypełnienia precyzyjnej wnęki formy. W rezultacie otrzymasz wykończony łeb śruby o pełnych wymiarach i odrębnych cechach, takich jak pełny kształt łba sześciokątnego lub łba podkładkowego.
| Model | Jednostka | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Stacja kucia | NIE. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Siła kucia | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 115.000 | 120.000 |
| Maksymalna średnica odcięcia | mm | Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Maksymalna długość odcięcia | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Wskaźnik przewagi | szt./min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| Udar P.K.O | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| Udar K.O | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Główny skok siłownika | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Główna moc silnika | kW | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Ogólne wymiary odciętej matrycy | mm | Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Ogólne wymiary stempla | mm | Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Ogólne wymiary głównej matrycy | mm | Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Umrzeć smoła | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Waga ok | Tona | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Odpowiednia średnica śruby | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 8-12,7 | 8-12,7 |
| Długość trzpienia półfabrykatu | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Ogólnie przyciemnia się | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Cechą 3 Die 3 Station Bolt Former jest to, że formy są niezależne, a proces debugowania jest prosty. Trzy zestawy form są instalowane oddzielnie. Jeśli którykolwiek z nich ulegnie zużyciu, po prostu wymień go samodzielnie. Ciśnienie na każdym stanowisku pracy można regulować indywidualnie. Korpus maszyny nie jest ciężki, a podłoga w zwykłym warsztacie nie wymaga wykonywania fundamentu.